String Art Generator
String Art Generator by Yiran is a grasshopper plugin which generates a string art sequence based on an input image. You can

Smart Manufacturing of Curved Mass Timber Components By Self-Shaping

With the rise of complex and free-form timber architecture enabled by digital design and fabrication, timber manufacturing companies increasingly need to produce curved components.In this thesis, a novel approach for the manufacturing of curved timber building components is proposed and analyzed.

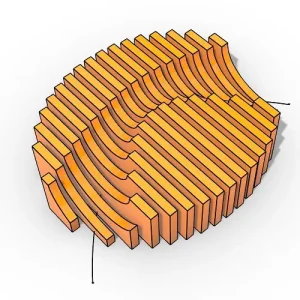
Following biological role models such as the bending of pine cone scales, a smart way to curve wood at large-scale is given by the biomimetic concept of bi-layered laminated wood. This principle enables large programmed material deformations upon controlled moisture content change.
The main objectives of this thesis are the in-depth understanding of the mechanics of self-shaping wood bilayers and the up-scaling of the already known principle from the laboratory to the industrial scale in order to enable an application as form-stable curved elements in architecture.

Hereby, the main challenges addressed are the accurate prediction of shape-change in terms of the natural variability in wood material parameters, the scale-dependent impact of moisture gradients on mechanical behavior, and the influence of wood-specific time- and moisture-dependent deformation mechanisms such as creep or mechano-sorption in the shaping process.

Major impacts of these aspects on the shaping behavior could be demonstrated by the use of continuum-mechanical material models adapted to wood, both in the form of analytical and numerical models.
Based on the gained insight, the up-scaling process to industrial manufacturing was successfully made possible. A collaborative project realized in 2019, the 14 m high Urbach tower, is presented as a proof of concept for application and competitiveness of the novel biomimetic method for production of curved mass timber components.

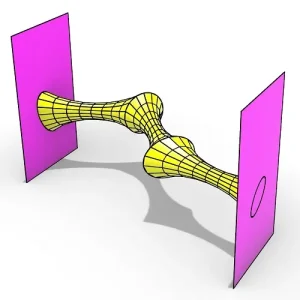
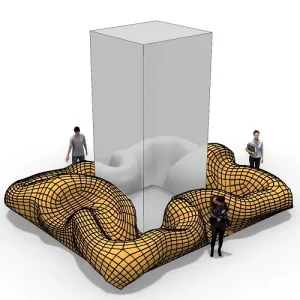
Furthermore, next to self-shaping by bending to single-curved components, possibilities and limitations for achieving double-curved structures using wood bilayers in a gridshell configuration are analyzed and discussed.

Timber and wood products are common materials used in the building sector where they have a long tradition. The availability, machinability, and excellent mechanical properties with respect to density make wood a lightweight structural material perfectly fitted to the needs of the construction sector.
As for today, wood still represents the only truly sustainable material in this vast sector. In fact, wood, the biomass produced by trees following the photosynthesis reaction, serves as natural carbon storage.

If stored in large amount over periods of time surpassing the natural life-expectancy of trees, and preferably in the functional form of structural building components, wood represents a significant carbon sink in view of atmospheric CO2 reduction.

Nowadays, the use of mass timber products in construction, especially cross-laminated timber (CLT), represents one of the few effective methods for the modern building sector to address climate change.

Competitiveness among building materials is nowadays not only a question of costs, availability, structural performance, and sustainability, but also of aesthetics and freedom in form and design space.

Contemporary architecture often favors curved and complex-shaped building elements. And wood can increasingly fulfill these demands. However, compared to casting materials, this often comes with the inherent drawback of high production costs due to the complexity of free-form shape-giving.

Current manufacturing standards involve techniques such as subtractive milling-to-shape or extensive formwork and machines to bend, press, and glue thin timber lamellas to the desired curved shapes.

The motivation of this work is to contribute towards the establishment of a new and alternative manufacturing technique for complex-shaped wood components with reduced costs. The new method builds on principles of the prominent biomimetics field in science and engineering of the last two decades.
Specifically, wood can be programmed to act as a hygromorphic self-shaping bi-layered composite, which e.g. is mimicking the bending of pine cone scales upon drying. With wood, this concept has the unique potential to be applied at a large-scale for the manufacturing of curved mass timber products such as curved CLT.

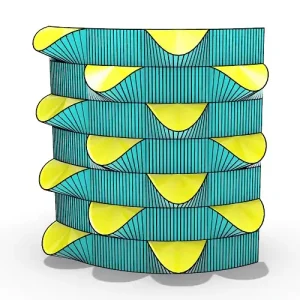
Hereby, the required form-stability with respect to further changes in moisture content of the wood shall be given by applying a stack-lamination of multiple, previously self-shaped, wood bilayer components.
This novel concept removes the mechanical compatibility of the curved composite to further self-shape by creating a multi-layer component with a number of layers equal or greater than four.

The one-time actuation by moisture-content change and the subsequent shape-freezing by stack-lamination foresee a more efficient and completely revolutionary use of the material wood, and with this, its further promotion in the construction sector.
String Art Generator by Yiran is a grasshopper plugin which generates a string art sequence based on an input image. You can

This paper by Alessandro Liuti, Sofia Colabella, and Alberto Pugnale, presents the construction of Airshell, a small timber gridshell prototype erected by employing a pneumatic formwork.

In this paper by Gregory Charles Quinn, Chris J K Williams, and Christoph Gengnagel, a detailed comparison is carried out between established as well as novel erection methods for strained grid shells by means of FE simulations and a 3D-scanned scaled physical model in order to evaluate key performance criteria such as bending stresses during erection and the distance between shell nodes and their spatial target geometry.

In this paper by Frederic Tayeb, Olivier Baverel, Jean-François Caron, Lionel du Peloux, ductility aspects of a light-weight composite gridshell are developed.