String Art Generator
String Art Generator by Yiran is a grasshopper plugin which generates a string art sequence based on an input image. You can
Towards Self-shaping Metamaterial Shells: A Computational Design Workflow for Hybrid Additive Manufacturing of Architectural Scale Double-Curved Structures
Double curvature enables elegant and material-efficient shell structures, but their construction typically relies on heavy machining, manual labor, and the additional use of material wasted as one-off formwork. Using a material’s intrinsic properties for self-shaping is an energy and resource-efficient solution to this problem.
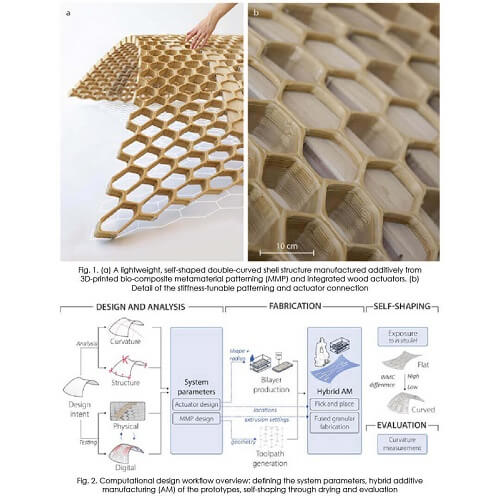
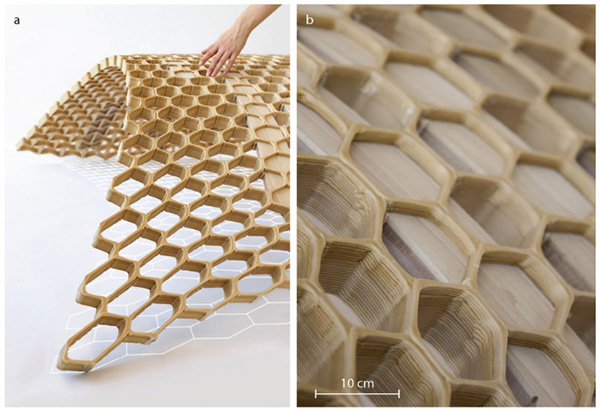
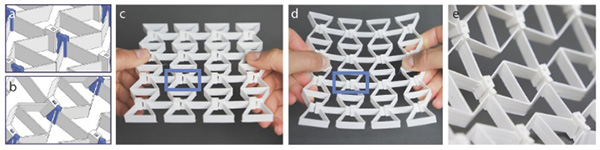
This research presents a fabrication approach for self-shaping double-curved shell structures combining the hygroscopic shape-changing and scalability of wood actuators with the tunability of 3D-printed metamaterial patterning. Using hybrid robotic fabrication, components are additively manufactured flat and self-shape to a pre-programmed configuration through drying.
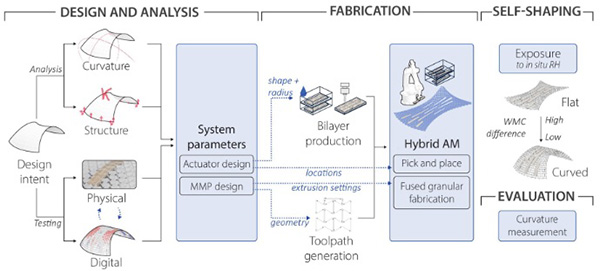
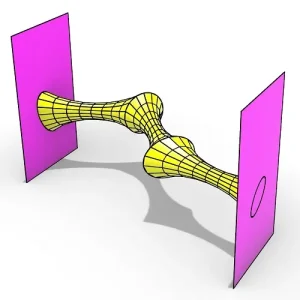
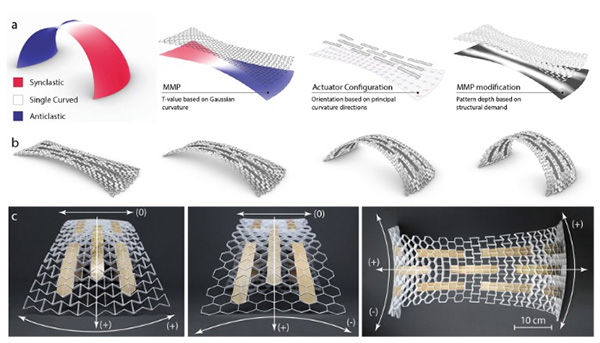
A computational design workflow including a lattice and shell-based finite element model was developed for the design of the metamaterial pattern, actuator layout, and shape prediction. The workflow was tested through physical prototypes at centimeter and meter scales. The results show an architectural scale proof of concept for self-shaping double-curved shell structures as a resource-efficient physical form generation method.
Shell structures are advantageous in architecture because the geometric stiffness resulting from the double curvature makes them highly material-efficient. Recent advancement in computational modeling and simulation technology gives architects and engineers sophisticated tools to design elegant and geometrically performative structures with ease.
However, constructing double-curved designs with conventional construction techniques is laborious and requires complicated machining or large formwork with excessive waste production. On the construction site, forming or using large formwork depend highly on skilled manual labor and intricate scaffolding.
This research proposes an alternative to contemporary shell construction practice: By using a material’s intrinsic properties, forming instructions can be embedded into the material system and conventional forming methods can be replaced with self-shaping.
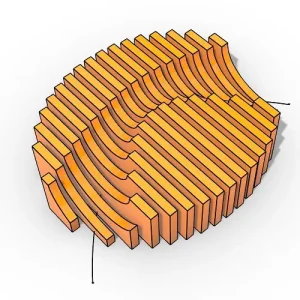
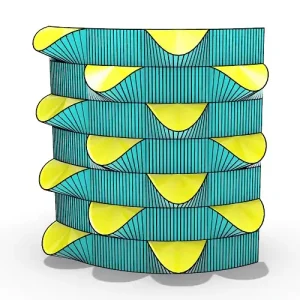
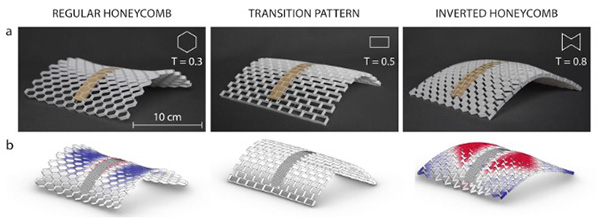
The structure is made of a hybrid material system combining self-shaping wood actuators with a tunable 3D-printed metamaterial patterning (MMP). It is designed to be fabricated in a flat configuration, reducing the complications and excess of 3D forming.
It then autonomously self-shapes on-site into the pre-programmed double-curved geometry. The shape can then be locked by constraining the edges or inter parts of the structure to avoid further deformation.
The development of self-shaping systems is a growing field of research in material science and engineering. Geometric self-shaping mechanisms in planar lattices have been demonstrated on smaller scales.
At a similar scale, prestressed reinforced elastic membranes have been used for deployable elements that spring from flat to curved when released. These systems are scalable but require control of high stresses at deployment.
Self-shaping Wood. In the form of a bilayer, wood becomes a natural actuator that generates curvature. It is both hygroscopic and anisotropic, which makes it respond to its surrounding relative humidity (RH) with shape changes depending on its grain direction and wood moisture content (WMC). When used for shaping large curved timber elements, wood bilayers are fabricated flat and self-shape during drying.
Although single curvature can be achieved from wood bilayers, the creation of double curvature in solid wood plates is only achievable to a limited extent and difficult to predict.
Self-shaping wood gridshells have also been investigated with finite element (FE) models and tabletop prototypes but have limited design freedom so far. The principle of self-shaping wood actuators combined with a 3D-printed structure for single-curved geometries has been studied with prototypes on a similar scale.
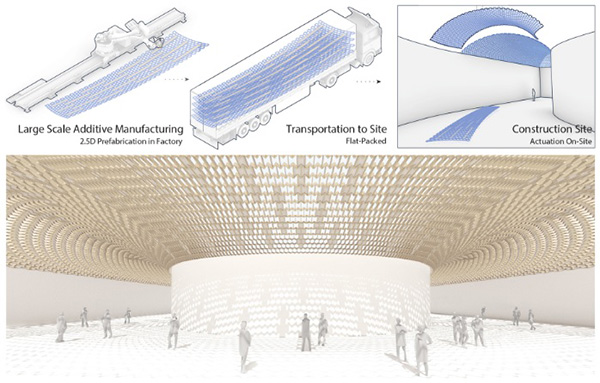
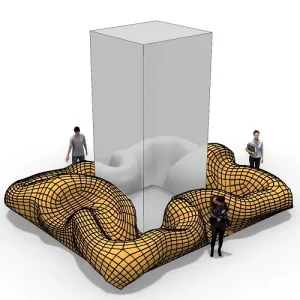
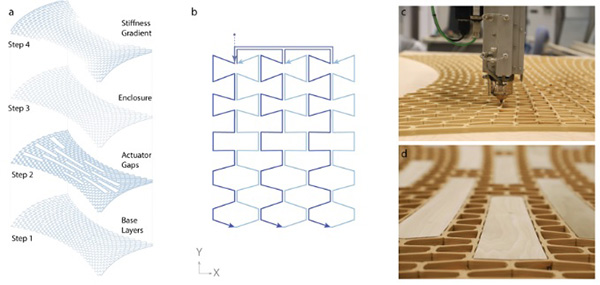
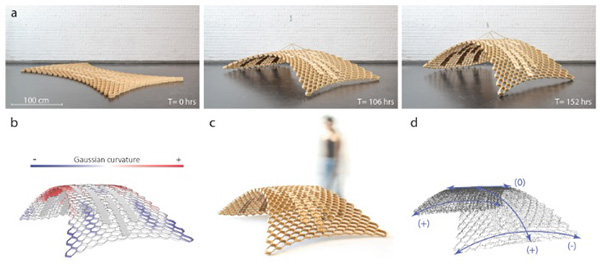
The large-scale demonstrator showcases the potential of scaling up self-shaping wood and 3D-printed MMP to achieve double-curved shell geometries. We developed a computational design workflow for pre-programming self-shaping surfaces with goalgeometry-oriented auxetic pattern generation and actuator orientation, resulting in a structure with embedded self-shaping information. Our simulation proved to be capable of predicting both the self-shaping process and the final geometry, serving as a useful design tool. Finally, we implemented an optimized printing sequence for the auxetic metamaterials, used during the robotic LSAM process.
While the preprogramming of geometry with the developed workflow and upscaling of this material system were successful, the self-shaping process did not occur entirely as intended. The most notable issue resulted from the separation of the actuators and the MMP which caused stress-related failures and deviations from the model. This could have been avoided if the prototype was supported from the start of actuation, and by better integration of the actuators.
String Art Generator by Yiran is a grasshopper plugin which generates a string art sequence based on an input image. You can

This paper by Alessandro Liuti, Sofia Colabella, and Alberto Pugnale, presents the construction of Airshell, a small timber gridshell prototype erected by employing a pneumatic formwork.

In this paper by Gregory Charles Quinn, Chris J K Williams, and Christoph Gengnagel, a detailed comparison is carried out between established as well as novel erection methods for strained grid shells by means of FE simulations and a 3D-scanned scaled physical model in order to evaluate key performance criteria such as bending stresses during erection and the distance between shell nodes and their spatial target geometry.

In this paper by Frederic Tayeb, Olivier Baverel, Jean-François Caron, Lionel du Peloux, ductility aspects of a light-weight composite gridshell are developed.