String Art Generator
String Art Generator by Yiran is a grasshopper plugin which generates a string art sequence based on an input image. You can

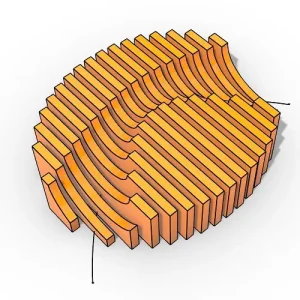
Robotic prefabrication of timber structures: towards automated large-scale spatial assembly

Despite modern timber construction being on the forefront of digital technology in construction, subtractive CNC—fabrication technologies are still predominantly used in the industry.
An important break in the digital chain occurs when prefabricated small building parts have to be assembled manually into functional modules. This can result in a loss of digital information in the process.

Therefore, a robotic setup for timber construction was specifically developed by the authors enabling large-scale spatial fabrication possibilities using a combination of subtractive external tools for cutting and drilling and additive robotic operations.

Through automatization techniques and innovative feedback processes, the system can minimize material waste by reacting to different material sizes even during the construction process.
In a case study, which was undertaken in the course of the Master of Advanced Studies program in Digital Fabrication at ETH Zurich, a complete digital workflow using additive robotic fabrication processes in timber construction was realized.

We demonstrate the conception of the worldwide first double-story robotically assembled timber structure, explain its fabrication processes including an integrated envelope, and conclude by analyzing the robotic fabrication technologies in terms of their efficiency and structural and functional capabilities and limits.

Modern timber construction is already highly integrated and digitally mastered (Internationale Konferenz 2006; Jeska and Pascha 2015). An automated prefabrication of singular timber elements has been demonstrated on various research studies and projects in the last decades (Sass 2007; Beyer 1991; Scheurer 2011).

The degree of prefabrication describes the size and complexity of prefabricated components, which is directly related to the amount of on-site construction labor, material use, construction quality, and, therefore, sustainability performance (Boafo et al. 2016).
Even today, CNC technologies are used predominantly for subtractive processes in the industry (Popovic et al. 2016), which can also be noted in the available manufacturing techniques of current timber production lines (Hans Hundegger 2016).

These machines are used to precisely manufacture small components like beams and plates, which are later assembled manually into larger components.
A break of the digital chain occurs exactly before spatial and functional building parts are assembled. This can result in a loss of information and precision in the digital process, but also in unexplored spatial, constructive, and fabrication potentials.

Through robotic prefabrication, an extremely high global assembly precision1 can be realized. Since fabrication is directly connected to a precisely planned virtual model, the danger of mistakes in construction is very low and global precision extremely high, resulting in a cost and construction efficient system.

Experimental results show that robotic fabrication of unique, highly complex volumetric modules for on-site assembly has significant potential. The modules can be produced and integrated with all architectural, technical, and functional parameters.
Off-site prefabrication has the advantage of a controlled and predictable fabrication environment, resulting in high precision and high general building quality.

Even though transportation is less efficient compared to on-site fabrication due to the abundance of hollow forms, sustainability performance is still higher compared to the conventional fabrication (Chao 2013).
Form and size of modules are also dependent on transportation, which may affect structural and assembly requirements.

The current robotic setup is semi-mobile and partly spatially configurable. Like in our case-study project, the full spatial potential can be realized when using it as an on-site prefabrication facility, liberated from transportation constraints.
This also provides the possibility of integrating continuous adjustments and optimization even during the building process.

In terms of automation, it still remains a large challenge to find efficient robotic processes capable of integrating all functional requirements such as thermal insulation, air-tightness, and technical systems in continuous fabrication logic.
String Art Generator by Yiran is a grasshopper plugin which generates a string art sequence based on an input image. You can

This paper by Alessandro Liuti, Sofia Colabella, and Alberto Pugnale, presents the construction of Airshell, a small timber gridshell prototype erected by employing a pneumatic formwork.

In this paper by Gregory Charles Quinn, Chris J K Williams, and Christoph Gengnagel, a detailed comparison is carried out between established as well as novel erection methods for strained grid shells by means of FE simulations and a 3D-scanned scaled physical model in order to evaluate key performance criteria such as bending stresses during erection and the distance between shell nodes and their spatial target geometry.

In this paper by Frederic Tayeb, Olivier Baverel, Jean-François Caron, Lionel du Peloux, ductility aspects of a light-weight composite gridshell are developed.